0313-5669494
0313-5669494
 18603137280
0313-5669494
18603137280
18603137280
0313-5669494
18603137280


地 址:张家口市西山产业集聚区兴业路副18 号
联系人: 王总
时间:2024-03-04 来源:半岛平台 访问量:1939

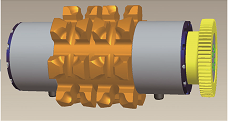
减速机的装配与拆卸是一个需要细致和专业技能的过程。正确的装配和拆卸方法可以确保减速机的正常运行和延长其使用寿命。以下是减速机装配与拆卸的步骤:
装配步骤。1.安装轮轴。在轮轴座上涂抹适量润滑油,并将新轮轴按照正确方向安装在轴承上。2.安装齿轮。拆卸减速机时记得记录齿轮的安装位置,按照记录位置将齿轮重新安装到齿轮轴上。3.安装输出轴。安装新的输出轴和输出轴承,并紧固螺钉,同时输出轴的正确安装位置。4.更换维修件。将新的维修件涂抹适量的润滑油,并依照正确的位置和方向安装。5.组装外壳。将外壳内壁涂抹轻薄的润滑油,并将减速机组装在外壳中,固定螺母使之稳固。1
拆卸步骤。1.准备工作。在拆卸减速器之前,先进行必要的准备工作,如关闭电源、停止输入轴的运转等,确保安全后开始拆卸。2.拆卸输出轴总成。先将输出轴上的连接销拆下,拆卸输出轴总成,注意防止输出轴轴承损坏。3.拆卸输入轴。拆卸输入轴时,应先拆卸刹车器、联轴器等附属件,接着,用拆卸工具将输入轴从减速器的端盖中拆卸出来。4.拆卸侧盖。用榔头将侧盖从减速器主体上打下来,注意力度,然后,再将承载主轴的轴承侧移,拆卸侧盖即可。5.拆卸内齿轮、外齿轮等零件。拆卸内齿轮和外齿轮时,应先拆卸齿轮箱内部的附属件,再将齿轮从轴上卸下来,注意不要损坏齿轮。23
在拆卸过程中,应使用适当的工具,如拉具、木锤、铝棒或铜棒,并遵循正确的拆卸顺序,以避免对减速机造成不必要的损害。同时,在安装和拆卸过程中,应保持清洁,检查零件是否有损坏或松动,确保所有部件都正确安装和拆卸。